














带式浓缩压滤机质优价廉
带式浓缩压滤机质优价廉:
购买带式浓缩压滤机选择实体生产厂家-山东广晟环保.12年行业经验.技术先进,故障率低.脱水效果好.品质保证,质优价廉.免费安装调试.欢迎来公司考察.
带式浓缩压滤机是一种新型脱水设备,采用两套独立的反冲洗系统,具有处理能力大,脱水效率高,使用寿命长等特点,可将悬浮物及沉渣压滤脱水,压成泥饼,达到防治二次污染的目的,还可以用于浆料浓缩、黑液的提取等工艺处理。
![[YHOEKC0I8H%VXT8M6Y]I}3.jpg](upfile/images/2020/08/21/15979742152349637.jpg)
带式浓缩压滤机组成:
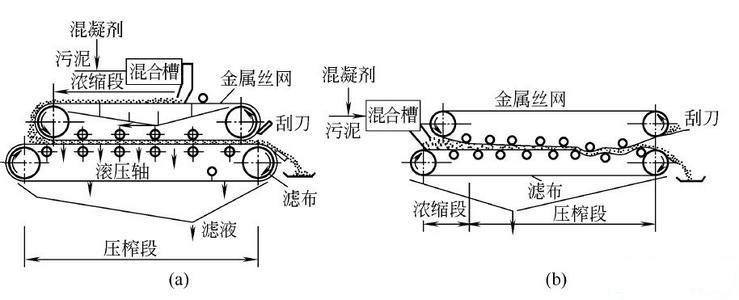
带式浓缩压滤机脱水过程可分为预处理、重力脱水、楔形区预压脱水及压榨脱水四个重要阶段。该设备主要由驱动装置、传动滚筒、输送带、槽型上托辊、下托辊、机架、清扫器、拉紧装置、改向滚筒、导料槽、重锤张紧装置及电器控制装置等组成。
带式浓缩压滤机结构特点:
1、输送带张紧采用螺旋张紧和重锤张紧两套装置。螺旋张紧装置还可以调整皮带机的跑偏。输送带绕经传动滚筒和尾部改向滚筒形成环行封闭带。托辊承载输送带及上面输送的物料。张紧装置使输送带具有足够的张力,保证与传动滚筒间产生摩擦力使输送带不打滑。工作时,减速电机带动传动滚筒,通过摩擦力驱动输送带运行,物料由进料装置进入并随输送带一起运动,经过一定的距离到达出料口转入下一道工艺环节。
2、在输送带的工作面两侧,沿输送带全长安装有导料槽,导料槽由槽板和橡胶板组合而成,橡胶板与输送带接触,形成槽形断面,起到增加输送量的作用,同时也防止物料洒落。导料槽板同橡胶板的固定方式采用螺栓和压板压紧的形式,橡胶板不需要钻孔,同时可以根据橡胶板的磨损情况,方便的进行调整,保证橡胶板保持同输送带的密封状态。
3、在输送机头部和尾部安装有头部及空段清扫器。头部清扫器为重锤刮板式结构,安装于传动滚筒下方,用于清除输送带工作面的粘料。空段清扫器为刮板式结构,安装于靠近尾部的输送带非工作面的上方,用于清除输送带非工作面上的物料。
4、输送机一侧安装有拉绳开关,当发生紧急情况时拉动开关上的钢丝绳启动此开关,可以立即停机。故障排除后,拉动复位销开关可复位。
输送机头尾部安装有跑偏开关,当输送带发生跑偏时,输送带带动开关上的立辊旋转并倾斜,倾斜大于一级动作角度12°时,发出一组开关信号;如立辊继续倾斜大于二级动作角度30°时,发出另一组开关信号。两组信号分别用于报警和停机。当输送机恢复正常运行后,立辊自动复位。

带式浓缩压滤机脱水原理:
1、化学预处理脱水
为了提高污泥的脱水性,改良滤饼的性质,增加物料的渗透性,需对污泥进行化学处理,本机使用独特的“水中絮凝造粒混合器”的装置以达到化学加药絮凝的作用,该方法不但絮凝效果好,还可节省大量药剂,运行费用低,经济效益十分明显。
2、重力浓缩脱水段
污泥经布料斗均匀送入网带,污泥随滤带向前运行,游离态水在自重作用下通过滤带流入接水槽,重力脱水也可以说是高度浓缩段,主要作用是脱去污泥中的自由水,使污泥的流动性减小,为进一步挤压做准备。
3、楔形区预压脱水段
重力脱水后的污泥流动性几乎完全丧失,随着带式压滤机滤带的向前运行,上下滤带间距逐渐减少,物料开始受到轻微压力,并随着滤带运行,压力逐渐增大,楔形区的作用是延长重力脱水时间,增加絮团的挤压稳定性,为进入压力区做准备。
4、挤压辊高压脱水段
物料脱离楔形区就进入压力区,物料在此区内受挤压,沿滤带运行方向压力随挤压辊直径的减少而增加,物料受到挤压体积收缩,物料内的间隙游离水被挤出,此时,基本形成滤饼,继续向前至压力尾部的高压区经过高压后滤饼的含水量可降至最低。

带式浓缩压滤机安装调试:
1.输送机的各支腿、立柱或平台用化学锚栓牢固地固定于地面上。
2.机架上各个部件的安装螺栓应全部紧固。各托辊应转动灵活。托辊轴心线、传动滚筒、改向滚筒的轴心线与机架纵向的中心线应垂直。
3.螺旋张紧行程为机长的1%~1.5%。
4.拉绳开关安装于输送机一侧,两开关间用覆塑钢丝绳连接,松紧适度。
5.跑偏开关安装于输送机头尾部两侧,成对安装。开关的立辊与输送带带边垂直,且保证带边位于立辊高度的1/3处。立辊与输送带边缘距离为50~70mm。
6.各清扫器、导料槽的橡胶刮板应与输送带完全接触,否则,调节清扫器和导料槽的安装螺栓使刮板与输送带接触。
7.安装无误后空载试运行。试运行的时间不少于2小时。并进行如下检查:
(1)各托辊应与输送带接触,转动灵活。
(2)各润滑处无漏油现象。
(3)各紧固件无松动。
(4)轴承温升不大于40°C,且最高温度不超过80°C。
(5)正常运行时,输送机应运行平稳,无跑偏,无异常噪音。


带式浓缩压滤机故障排除:
1.输送带打滑
原因是输送带张力小或驱动滚筒表面粘有物料或水份。应旋紧张紧螺杆,增大张力。清理驱动滚筒并加大空段清扫器的清扫力度。
2.输送带在两端跑偏
原因是滚筒装配位置偏斜,应拉紧跑偏一侧的张紧装置的螺杆调整改向滚筒位置。通过调整轴承座调整传动滚筒的位置。
3.输送带在中部跑偏
原因是托辊安装位置不正。应检查各托辊安装位置是否与输送带垂直,否则松开安装螺栓调整托辊位置。调整完毕后旋紧各螺栓。
此外,进料口落料点不在输送带中心也可能引起跑偏,应改善进料情况。



 返回首页
返回首页
 电话
电话
 产品中心
产品中心