














饮料厂污水处理设备终身免维护
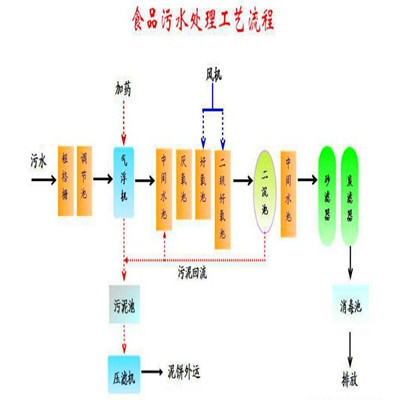
一、饮料厂污水处理设备处理过程:
饮料厂污水从车间中排出后排入调节池,然后,废水经过一个水力式固液分离机隔除大部分废水中的悬浮固体。从调节池中废水由泵流至酸化池及上流式厌氧污泥床反应器中(UASB) 。其流量是由微机控制。有机物首先分解为有机酸,然后分解为甲烷和二氧化碳。在反应器顶部设置有一系列的三相分离器,将甲烷气,污泥和处理后废水有效地分开。此三相分离器能有效地截留全部有用的甲烷。收集后的甲烷气可作为锅炉燃料,在系统中,也设有燃烧器用来处理不被利用的甲烷气。厌氧后的废水由一个传统的活性污泥处理系统作最后处理,将COD 降至20mg/ L 。处理后的废水排放至水道中。

二、饮料厂污水处理设备好氧系统会出现以下情况:
(1) 不能适应污水浓度及水力波动,好氧细菌要在很稳定的环境下工作(需要很大的调节池,约24~48 h 流量) ;
(2) 在处理高碳水化合物污水时,容易产生丝状菌,丝状菌是污泥膨胀的主要原因;
(3) 耗氧细菌是由多种不同的微生物所组成,其组成按操作环境而改变,需要对各种微生物有足够了解;
(4) 供氧系统维修困难,鼓风机和曝气头需要经常维修;
(5) 要保持一定的溶解度(2 mg/ L 左右) ,不能太高和太低。
(6) 高处理效果(COD 去除率可达90 %以上) ;
(7) 操作稳定可忍受尖峰负荷, p H 及温度变化。
![RUKNP`Z3P95DRZ]_F]MZZ58.png](upfile/images/2020/08/31/15988603971271878.png)

三、饮料厂污水处理设备活性污泥好氧系统具有四个特点:
1、一是连续进水间隙出水的改良批式处理系统;
2、二是反应池和沉淀池合二为一,降低了土建费用;
3、三是在沉淀和出水阶段,活性污泥处于内源呼吸期,产泥效率低;
4、四是在完全静止的状态下易于活性污泥沉降。

四、饮料厂污水处理设备工艺说明:
(A/0)工艺一是池内均设有软性纤维填料,用于改善微生物分布和增加生物量;二是将废水处理过程分为几个不同浓度段,每一浓度段培养出适合该段生存条件的微生物,充分发挥微生物的活性,最大限度地降解有机物;三是兼性段生段利用兼性菌的代谢活动,将大分子、难溶及难降解的有机物转化为小分子易溶及易降解的有机物。同时,兼性菌由于其世代时间短、繁殖快,使得兼性段具有耐冲击负荷强的特点。因此,兼性段可为好氧段创造有利的生化条件。由于(A/0)工艺的独创性,使得该工艺应用于有机污水处理时,具有运行稳定、处理效率高、耗能少等优点。实践证明,在同等污水浓度同等池容下,(A/0)工艺生物处理率可提高20-30%,节省能耗20-30%。经生化处理后,污水经加药混凝沉淀,去除死亡脱落的微生物及悬浮物,使水澄清排放。


 返回首页
返回首页
 电话
电话
 产品中心
产品中心